Radhakrishnan, A., Maes, V.K., and Kratz, J.
Conventional oven-based curing of thermoset composites is an energy-intensive process. This arises from the inefficient heating of a large volume of air combined with tooling that is typically 10-40 times heavier than the composite part manufactured on the tool. This large thermal mass potentially leads to a larger cure gradient, i.e., spatial change in temperature within the composite parts, and manifests as distortion or residual stresses both causing part failure, higher scrappage, and increase cost. Cure gradients can further be made worse by the exothermic reaction causing thick regions to become local hot spots as the part cures. To avoid cure gradients, manufacturers generally apply slow heating rates to allow heating to even out and reduce exothermic peaks. These slow heating rates in turn increase cycle times and energy consumption. Thus, the manufacturer is caught between the two competing priorities of quality and production rate. To push production rates while maintaining part quality, smart tooling solutions are required.
Researchers at the Bristol Composites Institute (BCI) typical features such as corners and ramps to evaluate two innovative approaches improving part quality while reducing cycle times and energy consumption: 1) direct zonally heated tools and 2) additively manufactured (AM) metal tools (Figure 2).
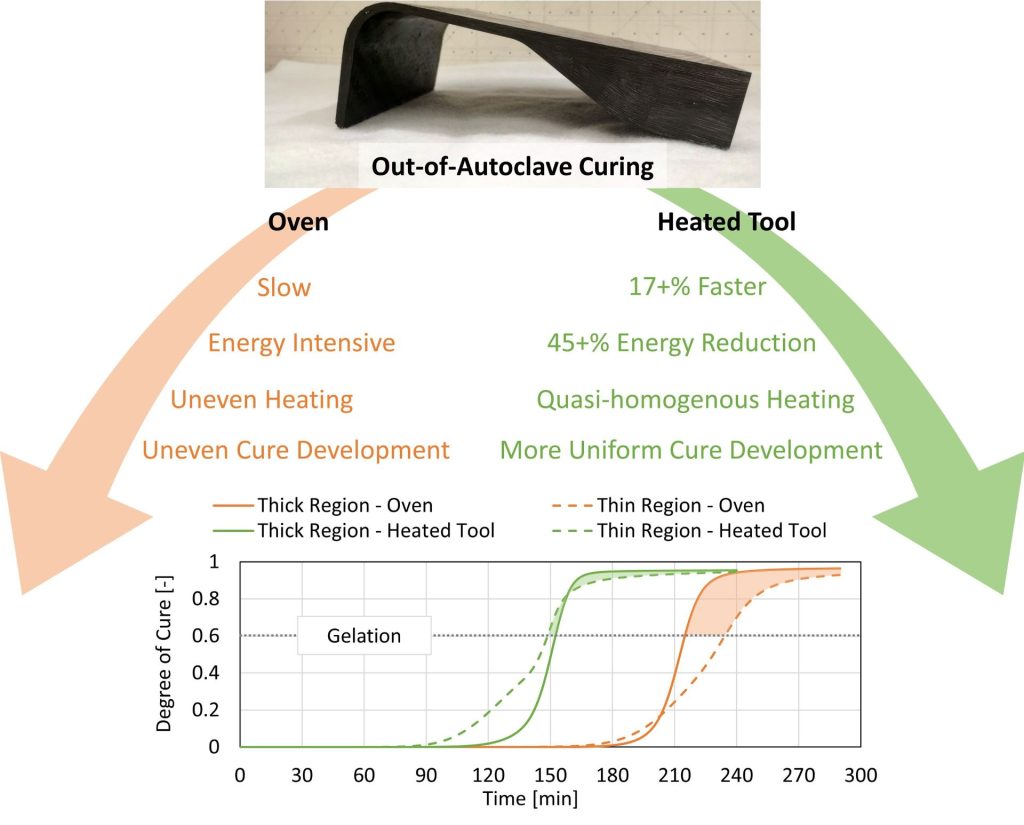
Figure 1. Benefits of out-of-autoclave curing of a complex part using zonally heated tooling with direct heating compared to using an oven.
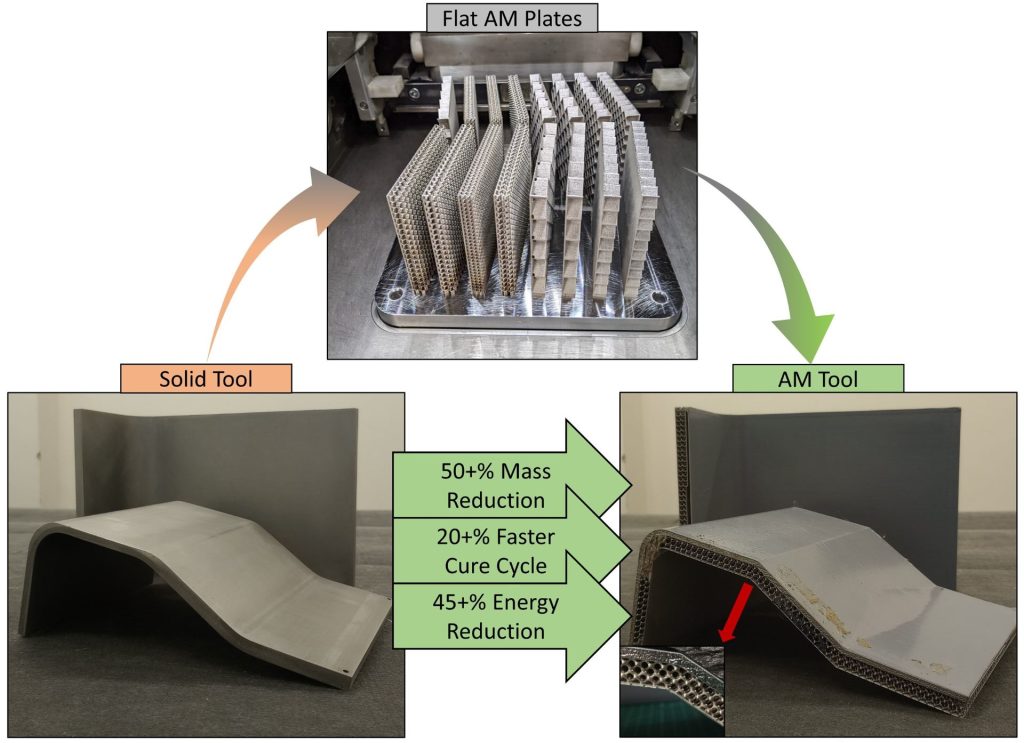
Figure 2. Benefits of using AM Tool instead of a solid tool for curing complex part
Heated tooling introduces heat directly to the tool surfaces or volume through heated fluid circulation or heating elements. While this process reduces energy consumption by 45% compared to traditional oven or autoclaves curing process, as illustrated in Figure 1, the cost of heated tooling can be high. However, the true potential lies beyond energy efficiency, but rather in the ability to tailor the temperature profile applied to different regions. By introducing zonal heating, 17% faster cure cycles can be achieved while reliably ensuring high quality by reaching moulding temperatures quicker and more spatially uniform by the cure profile at the thick and thin regions (Figure 1). This allows for greater throughput, which ultimately results in cost savings and increased production capacity using a smaller factory footprint. Therefore, while the initial investment may be higher, the long-term benefits of zonally heated tooling make it a promising option for industrial applications.
In the feasibility study funded by the University of Bristol EPSRC Impact Acceleration Award, we explored the application of cure-kinetic coupled numerical simulations to design cure cycles for single and dual-zone heated tooling. The numerical predictions of the thermal profile were successfully validated experimentally using embedded thermocouples in the manufacturing of complex parts. The independent zonal thermal control approach reduced the spatial gradients in temperature and degree of cure without worsening the exotherm. Further developments are underway in applying machine learning, in-situ sensors, and advanced thermal management for adaptive cure control to manage heating as well as cooling to reduce overall cycle time and energy.
Additive manufacturing is one such enabling route that was explored in our feasibility study with the University of Bath funded by CIMComp Future Composite Manufacturing Research Hub. The use of AM removes design restrictions placed on monolithic tooling manufactured via subtractive processes like machining and milling. In the study, we explored lattice-based metal tooling manufactured via powder bed fusion for efficient composite curing. Lattice structures have repeating unit cells, and selecting the appropriate unit cell can improve thermal and structural properties like heat transfer and stiffness. Our work investigated a series of flat tools with a range of parameters including lattice geometry, density, and face sheet thickness to assess AM capabilities in meeting tooling requirements such as dimensional tolerances, stiffness and heating rate and found gyroid lattices performed exceptionally well. This lattice architecture was then translated to produce a tool for manufacturing a complex geometry
Direct zonal heated tooling reduced cycle time by 17% and energy by 45% while improving part quality with a reduced cure gradient. Combining this approach with AM tooling resulted in an additional 20% reduction in cure cycle time and a 45% reduction in energy use. Compared to conventional solid tooling using oven curing, the direct heating and AM design saved around 35% in cure cycle time and 70% in energy use. Future work on these innovative tooling concepts can have a considerable impact, particularly in designing cost-effective and energy-efficient tooling for manufacturing high-quality composite parts.
For further reference:
Zonally Heated Tooling for Moulding Complex and Highly Tapered Composite Parts|Frontiers|2023
A Feasibility Study of Additively Manufactured Composite Tooling| IAM2022 Proceedings| 2023