The Bristol Composites Institute (BCI) was involved in both of the projects funded by the NCC in their 2023/24 Technology Pull-Through (TPT) programme, directly aligned with the NCC’s composites strategy. The TPT programme stimulates the transition of suitably mature technologies to industry and is aimed at technologies and methods that are ready to advance from a laboratory environment, typically at Technology Readiness Level (TRL) 3 to 4. One is based on Healable Interfaces, to demonstrate the viability of vitrimer composites for use in repair and end-of-life disassembly, whilst the other is focussed on the standardisation of cryogenic H2 permeability testing in composites, through the development of a test rig to provide testing guidance and data on variance in measurements in this type of testing of composite materials. The Healable Interface work is being conducted by Joe Soltan, working with NCC colleagues, Janice Barton, Dmitry Ivanov and James Kratz, and the Cryogenic Permeability Testing is being conducted by Lui Terry, with NCC colleagues and Valeska Ting.
Healable Interfaces
The major challenge in composite repair is that it is costly, a specialist activity, limited by geometry and largely requires cutting of reinforcing fibres, resulting in structural discontinuities. Additionally, in-field repair is typically only possible on a small number of small damage events, and current composite solutions do not offer a viable circular economy approach. The project aims to demonstrate the viability of vitrimer composites for use in repair and end-of-life disassembly. The potential benefits are:
- to enable in-field repair, and therefore the extension of service life and the sustainability of composite solutions
- to offer the possibility of disassembly through a simple breakdown method at end-of-life, enabling a better circular future for composites
- to de-risk composite processing through modular infusion methods
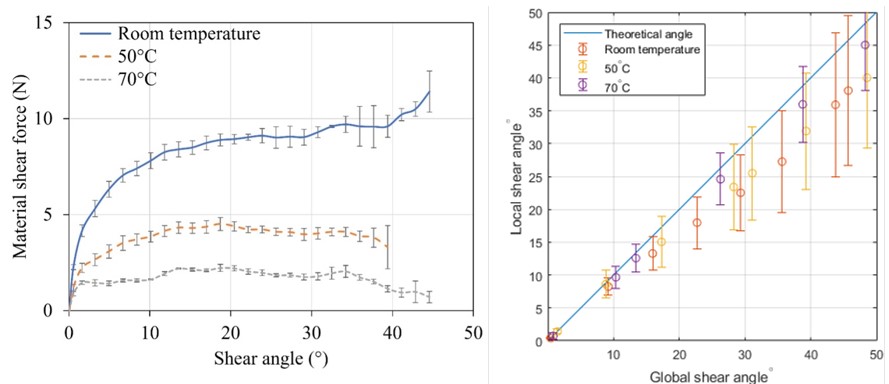
The project focus is on skin and stiffener interfaces within wind turbine blade structures, although this technology would be relevant to a whole host of other composite applications. Work to date has included a down-selection candidate vitrimer systems, laboratory trials encompassing processability, thermal characterisation and initial mechanical testing to identify an ideal healable interface vitrimer. Future work will develop recommended manufacturing processes and cycles for healable interfaces, and prove the technology for skin/stiffener wind turbine blade structures. Sustainability impacts will provide the projected trade-off point between additional embodied energy and service life extension. At completion, it is envisaged that the application of emerging vitrimer materials in a circular composites industry will have been demonstrated. For further information, please contact Joe Soltan (joe.soltan@bristol.ac.uk)
Cryogenic Permeability Testing
The decarbonisation of the aviation industry is contingent on composite materials for cryogenic LH₂ storage. A key issue holding back the technology is that hydrogen permeability through composite materials at cryogenic temperatures is relatively unknown as a result of the scarcity of testing facilities able to reach the cryogenic temperatures (20 K) and a high degree of variability between existing datasets. The barrier is therefore due to a gap in the measurement infrastructure, and a lack of validated measurement standards or guidance on testing cryogenic H₂ permeability in composite materials. This project aims to develop a cryogenic H2 permeability test rig and to provide guidance for cryogenic H₂ permeability testing of composite materials, to help quantify the variance in measurement data that can be expected. The anticipated benefits are:
- a reliable and validated cryogenic H₂ permeability method for composite materials
- an experimental rig that can be extended in the future to examine interface design between composite and metallic materials
To date, a cryogenic hydrogen permeation rig (CHyPr) has been designed and built at BCI. The first generation of CHyPr will measure permeability in any solid material between 0 to 80 bar, and from 77 to 293 K. The design and materials selection process for CHyPr however, has accounted for the expansion of the rig to encompass 20-475 K and 0-200 bar in future generations. A reusable permeation cell has been designed and manufactured, capable of measuring both through and lateral permeation of cryogenic hydrogen and now has passed the relevant pressurised equipment safety certification for use. Currently, CHyPr is undergoing calibration and validation of its seals before initial sample testing can begin. This project also involves two other partners, the National Physical Laboratory (NPL) and the University of Southampton, to complete a round-robin benchmarking study of cryogenic hydrogen permeation testing. This aims to determine the current data variance levels between test houses and to isolate the determinant factors in methodology that cause that variance. It is intended to develop guidance in this nascent field on how to better control these variables to ultimately contribute towards a standardised method for cryogenic permeability testing in composite materials. For further information on CHyPr, please contact Dr Lui Terry (lt7006@bristol.ac.uk)